

¿Qué es el molde?
El molde tiene como función conducir el sonido del auricular del audífono al interior del conducto auditivo externo o CAE. Los moldes pueden ser de resina, acrílico o silicona, y deben estar realizados a la medida particular de cada usuario, ya que otra de sus funciones es la de sellar el CAE para evitar que salga el sonido hacia fuera y así evitar la realimentación o feedback. También modifican la amplificación del audífono, y sujetan el audífono al oído.
La toma de impresión
Para la toma de impresión, el primer paso a realizar será una otoscopia e inspección del pabellón auditivo, de lo que obtendremos los siguientes datos:
- Tamaño de la impresión
- Longitud, dirección y diámetro del CAE
- Forma y contorno de la concha auricular y del CAE
- Presencia de cerumen, inflamación, perforación timpánica, infección, cuerpo extraño, etc.
Materiales usados para la toma de impresión
- Siliconas de condensación. Mezcla de una pasta de silicona y un catalizador que produce una reacción de condensación por polimerización. La mezcla debe ser uniforme y homogénea, aplicando la justa medida de catalizador para que no endurezca ni muy lentamente ni demasiado rápido.
- Siliconas de adición. Dos tipos de pasta con base de silicona que deben mezclarse en partes iguales. La pasta resultante debe tener color homogéneo. Es de lenta solidificación facilitándose su inyección. El resultado es más estable que el de condensación. Son más caras pero también más fiables, lo que las hace idóneas para realizar moldes ajustados.

Inyección del material

Para inyectar el material en el oído necesitaremos una jeringa o una pistola. En primer lugar introduciremos el otoblock, tapón de espuma o algodón, que variará de tamaño dependiendo de cómo sea el CAE, y que impedirá que la pasta se introduzca más allá de la segunda curva del CAE, zona donde se junta el hueso con el cartílago. Nos aseguraremos del que el CAE esté limpio y sin cerumen.
Es necesario utilizar un lápiz luminoso o linterna para introducir correctamente el otoblock .
En los casos de que el conducto se estreche en forma de reloj de arena, en las proximidades de la porción ósea, el tapón se colocará pasado el estrechamiento pero muy próximo a él, ya que si se introduce más profundamente, la extracción puede resultar dolorosa.


Vídeo realización de impresión
Explicaremos al paciente lo que le vamos a hacer, y que permanezca callado y con la boca cerrada. Algunos productos precisan que la impresión se realice con la boca entreabierta, como es el caso de los monitores InEar. La jeringa o pistola se introduce lo más próximo posible al otoblock, sujetando el hilo del mismo para que no se desplace más hacia dentro. Extraeremos la pistola al mismo tiempo que va fluyendo la pasta, de forma que el extremo de la cánula esté siempre inmersa en la misma. Una vez lleno el CAE, repartimos la pasta por la concha, hélix, y demás cavidades del pabellón auricular.
Esperamos unos 5 minutos para que se endurezca. Podemos comprobar cuando tiene la dureza adecuada si al pasar la uña por la superficie de la pasta no deja marca.
Para retirar la impresión se separa primero el hélix y con cuidad se extrae, con un movimiento hacia arriba acompañado de un ligero giro hacia delante mientras sujetamos el pabellón auricular con la mano contraria. El tapón de espuma debe salir junto con la impresión. Realizaremos una inspección final con el otoscopio.
La impresión obtenida ha de tener la longitud suficiente, con el CAE perfectamente dibujado y la concha y hélix completas. En caso contrario debería repetirse.
Si hay que enviar la impresión a algún laboratorio, ésta deberá de ir en una caja rígida para que no se deforme.
Tipos de moldes
Audífonos intracanal o intra-auricular
El molde será rígido y hueco para permitir el alojamiento de los componentes electrónicos, los controles y las baterías. Será necesario, pues, un tamaño mínimo. Los tamaños y formas dependerán del tipo de audífono que solicitemos.

Audífonos retroauriculares
Permiten una variedad de tipos de moldes, tanto por su dureza como por su morfología.
- Según el grado de dureza:
- Moldes duros: Realizados en material acrílico, más fáciles de mecanizar, poner y limpiar. Proporcionan un sellado menos ajustado que los blandos, por lo que no son muy adecuados para pacientes que necesitan gran amplificación.
- Moldes blandos: Realizados con otro tipo de material acrílico, son termoplásticos y se vuelven más flexibles con el calor corporal, ajustando más que los duros, pero siendo de fácil mecanizado. Fáciles de limpiar y mayor comodidad para el usuario, aunque duran menos ya que el tiempo los hace rígidos y fisurables.
- Moldes superblandos o biopor: De materiales vinílicos y siliconas de diferentes durezas (shore). Los grados de dureza más utilizados varían entre 25 a 70 Shore. Son más confortables, aunque más difíciles de limpiar y poner. Sellan perfectamente, y absorben las modificaciones en el CAE que produce el movimiento de la mandíbula, evitando la realimentación acústica de los audífonos más potentes. Son los más adecuados para los niños. El biopor se utiliza para la fabricación de moldes no alergénicos.
- Según la morfología:
- Tipo concha Es el molde más cerrado y que proporciona mayor estanqueidad.
- Tipo esqueleto Deriva del anterior, y se le vacía la parte central de la concha, más estético manteniendo la estanqueidad y fijación.
- Tipo canal Mantiene únicamente la porción del canal auditivo externo, el sellado es peor, fácil de colocar y más disimulado que los anteriores.
- Molde abierto Utilizado en los sistemas CROS, mantiene fijo el tubo de entrada de sonido sin producir oclusión en el CAE.
Pueden hacerse tantos tipos intermedios a los descritos como se quiera, ya que se han de adaptar a las necesidades del usuario.



Características acústicas
El molde produce siempre modificaciones acústicas que los audioprotesistas debemos tener en cuenta para que no entorpezcan en el buen resultado de la adaptación.

El efecto trompeta
Consiste en ampliar progresivamente el diámetro de la perforación del molde, y del tubo de sonido, de 2 mm terminando hasta en 4 mm (Libby Horn), con el fin de mejorar la respuesta en las altas frecuencias. Obtendríamos 10 dB más en la frecuencia 3000 Hz, extendiéndose la respuesta hasta los 8000 Hz.
También puede realizarse en las carcasas de los intra, siempre que el tamaño del CAE nos lo permita.

Podemos conseguir el efecto contrario, es decir, mejorar la respuesta en las frecuencias graves, si el diámetro es mayor a la entrada y menor a la salida del tubo, dentro del CAE.
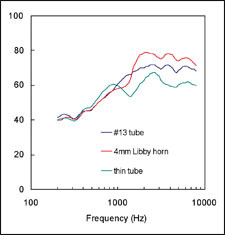
En la gráfica se muestra la comparativa de la curva de ganancia con respecto a las diferentes frecuencias de:
- #3 tube (tubo convencional)
- 4 mm Libby horn (efecto trompeta)
- thin tube (tubo fino)
Vemos cómo el sistema Libby horn enfatiza los agudos con respecto a las otras dos opciones de tubo.
Molde ventilado
Tienen una perforación más llamada venting, que actúa como pequeño tubo de ventilación, comunicando la cavidad adyacente al tímpano con el aire exterior, o bien la perforación del tubo de sonido con el aire exterior.
La apertura del canal de ventilación proporciona más confort al usuario y reducción de las bajas frecuencias.
- Venting de 0,6 a 1 mm: llamado venting de presión, equilibra las presiones en el tímpano, evita la sensación de plenitud y de oído cerrado.
- Venting 2 mm: reduce la amplificación en bajas frecuencias, la incomodidad de la propia voz favorecida por la oclusión y la transmisión vía ósea, utilizado en casos de curvas audiométricas con mejores umbrales en bajas frecuencias.
- Venting superior a 3 mm: producen la eliminación creciente de la amplificación en bajas y medias frecuencias hasta llegar a su eliminación.

El tamaño de la ventilación está limitado a la realimentación acústica o feedback, ya que a mayor diámetro de perforación más fácilmente se producirá.
Los moldes abiertos son los que proporcionan mayor ventilación, y solamente pueden ser utilizados en audífonos con ganancias bajas o mederadas en altas frecuencias. Son los más indicados para el sistema CROS.
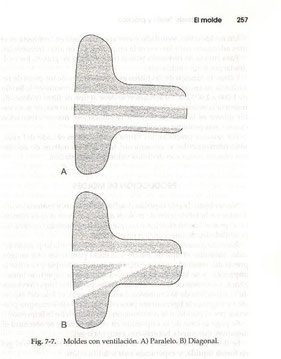
Los venting suelen realizarse paralelos al tubo de sonido, pero en el caso de CAE estrecho puede hacerse en diagonal, como vemos en la foto superior.
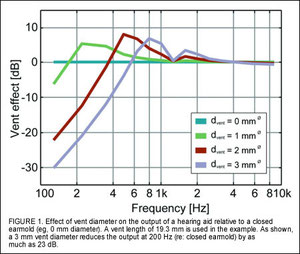
Venting y ganancia
Se puede considerer que:
- 1 mm de diámetro no ofrece alteración apreciable en la acústica
- 2 mm de diámetro reducen de 10 a 12 dB la amplificación a 250 Hz, sin efecto a 500Hz.
- 3 mm de diámetro reducen de 18 a 20 dB la amplificación a 250 Hz; de 2 a 7 dB la amplificación a 500 Hz.

Longitud del molde
A mayor porción del CAE ocupado por el molde, menor volumen tendrá la cavidad entre el extremo de éste y el tímpano, con el consiguiente incremento de presión sonora, en especial en las bajas frecuencias. Los moldes cortos, por el contrario, favorecen la amplificación en las altas frecuencias.

Venting, filtros y Libby Horn
- Un molde corto, ventilado y con apertura final en trompeta Libby Horn, es el más adecuado para favorecer la amplificación en altas frecuencias.
- Para curvas de respuesta planas o con énfasis en graves, los moldes largos y sin ventilación.
- La función de los filtros (Damping) es la atenuación de los picos de resonancia en las frecuencias medias, fundamentalmente en la banda de 1000 a 2000 Hz. Obtendremos mayor atenuación cuanto más próximo esté al extremo del molde. Por razones prácticas, los filtros suelen colocarse en el codo del audífono retroauricular.

Conclusiones
- Realizar una buena impresión del CAE, llegando hasta la segunda curva, y para ello disponer del tapón u otoblock que limite la entrada de la pasta , e inyectar la pasta cuidadosamente.
- A mayor dureza del molde menos estará sellado el CAE, por lo que a mayor pérdida auditiva más blando será el molde que hay que utilizar.
- Para mejorar la amplificación en altas frecuencias se utilizarán moldes cortos y con apertura final en trompeta Libby Horn.
- Para reducir la amplificación en bajas frecuencias se utilizarán moldes con perforación de ventilación superior a 2 mm.
- Para mejorar la amplificación en bajas frecuencias se emplearán moldes largos sin ventilación.
- Para aplanar los picos de resonancia en frecuencias medias de los audífonos retroauriculares se utilizarán codos con filtros.
Audioprótesis: Teoría y práctica. Angulo, Blanco y Mateos.
audiologíaacademia.blogspot.com.es
imágenes microsonic-inc.com
otoplastik.de
hearingreview.com
Centro Auditivo Cuenca












Escribir comentario
Claribel merinos (martes, 27 febrero 2018 20:04)
Donde puedo conseguir en guadalajara el molde ya cuento con el aparato, solo q a mi hijo ya no le sirve el anterior me urge. Espero pronta respuesta
Gracias
Centro Auditivo Cuenca (jueves, 08 marzo 2018 17:16)
Buenas tardes, Claribel. Tendrá que acercarse a cualquier Centro Auditivo cercano a su residencia. Nosotros nos encontramos en Valencia, lamentablemente no podemos ayudarle desde aquí. Reciba un cordial saludo!
diana (domingo, 29 abril 2018)
hola buen dia
una pregunta, como le hago para que el tubo o la manguerita de mi molde se ablande y entre en otro aparato auditivo por que ya no sirve el otro.
se los agradeceria.
Centro Auditivo Cuenca (lunes, 30 abril 2018 12:07)
Buenos días, Diana. El tubo del molde se ha de cambiar antes de que se endurezca o quede rígido. Le aconsejo que acuda a un centro auditivo donde le realicen el cambio de tubo del molde, y allí también le realizarán la correcta adaptación del nuevo audífono. Reciba un cordial saludo.
CARMEN (jueves, 20 diciembre 2018 12:06)
Cuanto puede costar un molde tipo concha, aproximadamente
Centro Auditivo Cuenca (jueves, 31 enero 2019 18:21)
Carmen, depende del material utilizado (acrílico, biopor... etc)
pedro (jueves, 21 febrero 2019 00:38)
uds venden el material para elaborar los moldes
Centro Auditivo Cuenca (martes, 26 febrero 2019 16:13)
Pedro, no vendemos el material. Deben dirigirse a laboratorios especializados. Un saludo.
Karen Lopez (miércoles, 19 febrero 2020 16:08)
buen día me gustaría saber si brindan cursos en linea para la realización de moldes auditivos
Centro Auditivo Cuenca (jueves, 20 febrero 2020 11:24)
Lo sentimos, Karen, pero no. Gracias por su interés y por seguirnos :-)
Un cordial saludo.
Carlos (viernes, 13 mayo 2022 23:05)
Me instalaron un audifono en el oído izquierdo y se suelta en forma seguida, es porque el molde fue mal tomado y no se mantiene en el lugar donde queda bien en la primera postura,gracias
Centro Auditivo Cuenca (lunes, 16 mayo 2022 11:56)
Buenos días, Carlos. Tendrá que solicitar en el Centro Auditivo al que acudió que lo solucionen. O repitiendo la impresión y haciendo un molde nuevo, o modificando ese molde hasta que quede perfectamente acoplado a su oído.
Un saludo cordial y nuestros mejores deseos.
Branco (jueves, 23 febrero 2023 13:45)
He leído vuestro blog. Soy estudiante de FPGS Audioprotesista y me ha servido de mucho toda la información que ponéis. Muchísimas gracias!
Centro Auditivo Cuenca (viernes, 24 febrero 2023 11:25)
Muchas gracias :-) ¡Saludos!
Valentina (martes, 28 marzo 2023 20:46)
Muchas gracias por la información. Me ha servido un montón, muy bien explicado!!
Centro Auditivo Cuenca (miércoles, 29 marzo 2023 12:00)
Gracias a ti, Valentina.
Alicia Corredor (viernes, 21 marzo 2025 11:38)
Sois maravillosos. Muchas gracias por la información dispuesta en vuestro blog.
Centro Auditivo Cuenca (viernes, 11 abril 2025 11:07)
Mil gracias, Alicia, a vosotros por seguirnos. Un saludo.